The production of ball bearings is by no means a trivial matter. While forges can be used to manufacture larger ball bearings, smaller ball bearings are usually produced using impact extrusion. In all these applications, perfect dimensional accuracy is absolutely vital for ensuring concentricity of the mechanical systems in machines or vehicles equipped with these ball bearings. Of equal importance is a geometrically perfect surface, with no burrs, dents, cavities, or other deviations. Customers also have stringent requirements in terms of the smoothness and hardness of the surface. Particularly with ball bearings manufactured via impact extrusion, we must not underestimate the risk that target values and actual values for the ball geometry can differ from each other. Due to fluctuations in the material composition, cavities can be produced – in extreme cases, these can cause material cracks on the surface. Defective parts like this must never be allowed to make their way to downstream production steps. If, for example, they were to be used in the production of a ball bearing assembly, the resulting product would be unusable. The likely consequence would be potentially huge financial losses, not to mention the associated damage to reputation. For this reason, thorough and comprehensive checking of outgoing goods is absolutely essential. If the product – the ball bearing – is intended for installation in safety-related systems (as is the case e.g. in a motor vehicle), object-based product inspections are also crucial.
This testing cannot be limited to random sampling – 100 percent coverage is necessary. However, given the vast scale of the numbers of ball bearings that are shipped – ball bearings really are bulk goods that are delivered in their millions to customers – the performance of visual and haptic tests by suitable personnel is out of the question; such an approach would also be too expensive. In addition, human workers would struggle to keep up their attention levels with such monotonous routines, which would endanger quality.
Fully-automated outgoing inspections were thus the method of choice for the Vosseler Group, which employs around 220 people in a state-of-the-art production environment and is one of the market leaders in the field of forming technology. One of the reasons for this outstanding market position is the high quality standards of the company. To help ensure that these high standards are actually delivered in reality, Vosseler uses automated quality assurance systems based on optical technologies.
Electronic image processing in combination with application-specific handling technology is regarded as an efficient technique that is well-matched to the practical requirements in this field. This is exactly the type of solution that was implemented on behalf of Vosseler Umformtechnik by system integrator SSR Technik together with its partner, consulting engineers Ingenieurbüro Weber. The core of the solution presented here is an image processing system supplied by Vision & Control GmbH from Suhl in Thuringia/Germany, to which a mechanical handling unit has been added.
The handling unit initially separates the components that are to be checked, and then places them on a rotary indexing unit. During the further test process, the devices under testing are then lifted out from this rotary indexing unit and rotated around their own axis in view of the camera. This is the step in which the visual inspection is performed; the rotation ensures that the entire surface of the ball bearing is assessed. In real time, the system then decides whether or not the device under testing meets the previously defined quality requirements. Based on the outcome of this decision, it is then moved on to the next step – either into a receptacle for OK parts or into a rejection unit. The throughput is 30 components per minute.
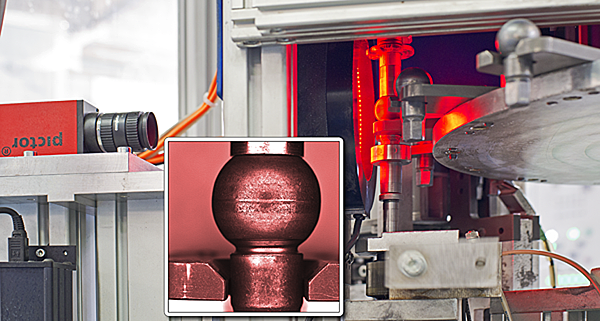
One particularly difficult challenge for this intensive testing setup was the design and layout of the lighting system. The standard solutions available in the market did not necessarily meet the requirements in this case. The system integrator therefore decided to use a dome lighting unit from the vicolux family from Vision & Control, which was then modified for this specific application to ensure that the surface of each ball bearing is reliably and completely illuminated. The system integrator also used products from Vision & Control for the active components, where the pictor intelligent camera is used in conjunction with the software vcwin pro. This combination represents a reliable and durable solution that is right up to the challenges of performing in an industrial automation environment.
Together with the Windows-based software vcwin pro, the smart cameras in the pictor family provide an extremely powerful synthesis of image capture and analysis. The software provides a basic framework of functions with the aid of which the supplier creates the analysis algorithms for solving industrial measurement and testing tasks, including visualization of the results. The software contains a number of virtual probing and evaluation tools that facilitate a structured approach. Thanks to its user-friendly, end user-focused concept, induction for the users is very straightforward; a few short training sessions are all it takes to get the user up to speed so he or she can program parameter interventions independently in order to modify existing applications or create new ones via the integrated editor.
In this concrete application scenario, the system enables a number of different analysis strategies. These include detection of cavities by location and size, identification of mechanical damage to the surface of the ball bearings, and the detection of superficial cracks – with the camera capable of detecting these types of damage with a size of just 0.01 mm.