Je nach Anforderung an die Güte der Innenwand einer Bohrung ist eine Qualitätskontrolle erforderlich. Hat die Bohrung ein Gewinde erhalten, dann stellt die Inspektion sicher, dass der Gewindebereich frei von beispielsweise Bohrspänen ist. Die Sichtprüfung durch entsprechend geschulte Mitarbeiter ist die einfachste und kostengünstigste Möglichkeit der Qualitätskontrolle. Aber die Konzentration der Prüfperson ist nicht über längere Zeiten gleichbleibend durchzuhalten - vor allem bei hohem Durchsatz unterliegen damit die Ergebnisse des Prüfprozesses deutlichen Schwankungen. Im Vergleich zu automatisierten Lösungen ist auch unter optimalen Bedingungen die Produktivität begrenzt.
Als Alternative bietet sich die Kontrolle mithilfe von taktilen Lehren an. Dieses Verfahren bietet zwar eine gleichbleibende Qualität, weist jedoch einen anderen Nachteil auf, der unter Umständen ein K.O.-Kriterium für den Einsatz darstellt: Da der Prüfvorgang mit mechanischen Mitteln durchgeführt wird, kann er nicht berührungsfrei erfolgen - das heißt, die Lehre schleift an der zu prüfenden Oberfläche entlang. Das birgt das Risiko, dass das Messmittel selbst durch die Berührung die zu prüfende Oberfläche verändert. Zudem erfordert das Verfahren einen vergleichsweise hohen Zeitaufwand, was den Durchsatz einschränkt.
Als dritte Möglichkeit bieten sich Endoskope zur optischen Kontrolle der betreffenden Oberflächen an. Doch industrieübliche Endoskope sind eher für die individuelle Messung unter Laborbedingungen als für den Einsatz in Fertigungsumgebungen entwickelt. Daher sind Endoskope meist recht leistungsfähig, aber wenig robust gegenüber mechanische Einwirkungen, wie sie in einer auf hohen Durchsatz ausgelegten industriellen Serienproduktion nie ganz auszuschließen sind.
Berührungslos mit hohem Durchsatz inspizieren
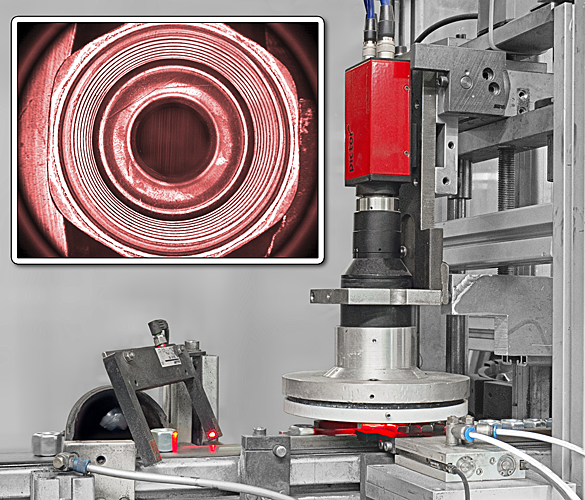
Im Rahmen einer Kundenlösung entwickelten der Bildverarbeitungsspezialist Vision & Control gemeinsam mit dem Systemintegrator SSR Technik eine optische Prüfeinrichtung zur automatisierten Qualitätskontrolle. Die Anordnung nutzt eine Industriekamera in Verbindung mit einer verzugskorrigierten 360°-Weitwinkeloptik sowie eine entsprechende Beleuchtung und dedizierte Bildverarbeitungssoftware. Im Bereich der Werkstückhandhabung kommen dabei durchweg standardisierte Komponenten für Zuführung, Vereinzelung, Lagepositionierung, Transport und Ausschleusung zum Einsatz. Das System ist in der Lage, bis zu 100 Werkstücke pro Minute berührungslos zu prüfen.
Bei derartigen Innenkontur-Inspektionen als Anwendung der Bildverarbeitung stellt die Beleuchtung eine besondere Herausforderung dar, denn Standardprodukte erfüllen die Anforderungen einer solchen Anwendung nicht. Daher nutzten die Systementwickler Vicolux-Beleuchtungseinrichtungen von V&C, die sich aufgrund ihres flexiblen Konzepts für diese Aufgabe adaptieren ließen, um eine sichere Ausleuchtung der Bohrung vor allem im Auflicht-Betrieb zu ermöglichen. Auch Anwendungen mit Durchlicht-Beleuchtungen sind damit realisierbar. Es lässt sich je nach Material des Werkstücks und Inspektionsziel die Lichtfarbe variieren; auch können Systemintegratoren zwischen Lichtquellen mit gerichtetem Licht oder Streulicht wählen. Ein sorgfältiger und professioneller Aufbau des Gesamtsystems vermeidet eine Abschattung durch die Kamera. Das beschriebene System ist innerhalb weiter physikalischer Grenzen einsetzbar: Es erfasst Bohrungen bis zu einer Tiefe, die dem dreifachen des Durchmessers entspricht und lässt sich schon ab einem Bohrungsdurchmesser von nur 0,5 mm einsetzen.
Die Kamera hat eine integrierte Recheneinheit
Kernstück des Prüfsystems ist die Kamera zusammen mit der Bildverarbeitungssoftware. Im vorliegenden Fall kam eine Kamera des Typs pictor® von Vision & Control zum Einsatz, deren Bilder durch die Software vcwin ausgewertet werden. Diese Kamerafamilie verfügt über eine leistungsstarke integrierte Computing-Einheit, sodass die Bildverarbeitung direkt in der Maschinenumgebung durchgeführt werden kann. Die Kombination von pictor® und vcwin ergibt eine leistungsfähige Synthese aus Bildaufnahme und Auswertung.
Die auf diese Kamera abgestimmte Software vcwin bietet nicht nur eine durchgehende Bedienoberfläche für eine große Vielfalt unterschiedlicher Bilderfassungs- und Bildverarbeitungsaufgaben, sondern auch eine bemerkenswerte Anpassungsfähigkeit an die jeweilige Aufgabenstellung. Zu den integrierten Tools gehören virtuelle Antast-Funktionen. Damit lassen sich dem mechanischen Tastprozess vergleichbare Prozesse realisieren - im Gegensatz zu diesem aber ganz berührungsfrei und damit ohne die Risiken und Nachteile einer mechanischen Qualitätsprüfung. Mit ihrer ganzheitlichen Benutzerführung gibt die Software dem Anwender ein Werkzeug in die Hand, mit dem er ohne große Programmierkenntnisse seine fallspezifischen Auswertealgorithmen nach kurzer Schulung selbst erstellen und ändern kann.
Die vorliegende Anordnung erkennt auch die Korrektheit von Gewindeein- und Gewindeauslauf sowie die Vollständigkeit. Mechanische Rückstände im gesamten Bohrungsverlauf sowie Beschädigungen des Bohrungsbodens bei Sackloch-Bohrungen werden erkannt. Dabei hat es der Anwender in der Hand, ob er das Ergebnis des Prüfvorgangs als Gut/Schlecht-Aussage oder als quantitative Anzeige in Ziffernform erhält.
Eines der beschriebenen Systeme ist bei der Firma Vosseler Umformtechnik im Einsatz, einem mittelständischen Unternehmen im thüringischen Hildburghausen.
erschienen in: Elektronik Praxis 12/2019